Система контроля недоливов
Система контроля литья (далее СКЛ) предназначена для обнаружения дефектов литья пластиковых изделий (переливы и недоливы).
Минимальный размер дефекта = 2,0 мм.
Производительность одного цикла контроля СКЛ = не более 1,0 секунды.
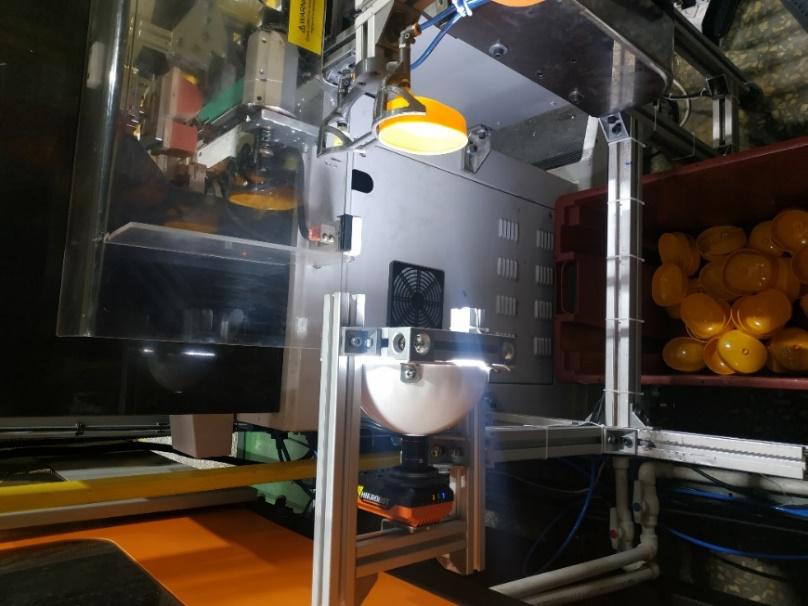
Для реализации контроля литья робот попеременно позиционирует пластиковые изделия в поле зрения камеры машинного зрения.
При отсутствии дефектов робот перемещает пластиковые изделия на конвейер в зону нанесения печати.
При наличии дефектов вакуумные присоски робота отключаются и бракованные пластиковые изделия под действием силы тяжести перемещаются в контейнер для брака.
Для возможности оперативного просмотра результатов контроля печати разработан графический интерфейс оператора.

При наличии дефекта на панели оператора отображается надпись «NG» на красном фоне. При отсутствии дефектов отображается надпись «ОК» на зелёном фоне.